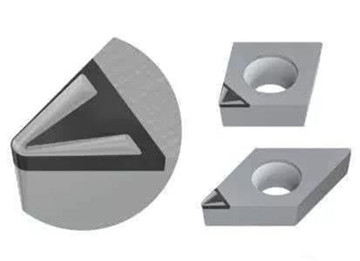
The PCD layer has high hardness and the cemented carbide substrate has good toughness. The combination of the two makes the PCD composite sheet widely used in cutting processing, wood processing and drilling industries. There are many ways to make PCD tools, which are roughly divided according to the heating method and the use of solder. In the production process, the heating method plays a decisive role. The choice of solder will have a significant impact on the welding quality. The structural design of the welded joint is also an important means to improve the quality. Therefore, in the PCD tool manufacturing process, welding becomes its key technology.
PCD welding method
1. Vacuum diffusion bonding
Vacuum diffusion bonding refers to making the surfaces of parts cleaned in a vacuum close to each other at a higher temperature and a higher pressure, and the atoms diffuse each other within a relatively small distance to connect the two parts together Welding method. Vacuum diffusion welding is generally carried out at a temperature of 60% to 80% of the melting temperature (absolute temperature) of the material to be welded. Therefore, for materials with very different expansion coefficients (such as the hard alloy substrate of the PCD composite sheet and the 45# steel Tool bar), this method is very effective. During diffusion welding, the heating of the parts in the vacuum chamber is carried out under the condition of continuously pumping air out, so the adsorbed gas and oxide film on the surface of the parts can be removed.
In addition, vacuum diffusion welding can maintain the geometric size and shape accuracy of the workpiece, and obtain a vacuum-tight, thermally stable, and shock-resistant joint. Therefore, vacuum diffusion welding has been widely used in the welding of PCD geological drill bits. Its application can ensure the quality of the drill bit, improve the welding strength, and increase the depth of the drill bit.
When using vacuum diffusion welding to weld PCD composite sheets, the welding process is complicated, the welding time is long, the cost is high, special equipment is required, and the one-time investment is large. At present, vacuum diffusion welding is generally only used for welding geological drills with high welding strength requirements and large vibrations during use, and has not been used for mass production of general-purpose tools.

2. vacuum brazing
Vacuum brazing refers to the brazing of parts in a vacuum state. Since this method is carried out in an atmosphere without oxidizing gas, it can obtain excellent joints with relatively high strength, toughness and uniformity, which is an emerging welding method. Special equipment must be used for vacuum brazing. During the welding process, while controlling the vacuum degree, the welding temperature must be controlled. Therefore, the process is complicated and the operation is difficult. At present, using vacuum brazing method to weld PCD oilfield drill bits, the shear strength of the brazing seam can reach 451.9MPa.
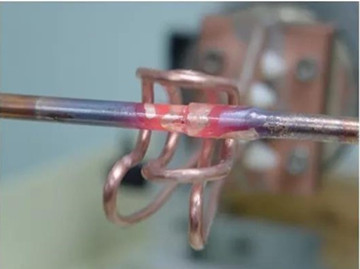
3.High frequency induction brazing
High frequency induction heating technology is a heating technology developed at the beginning of the 20th century. It has been quickly promoted because of its fast heating speed, high internal heating and thermal efficiency of the material, uniform and selective heating, good product quality, almost no environmental pollution, and easy realization of production automation. At present, this heating technology has been widely used in machine tool manufacturing, automobile, tractor manufacturing, bearing manufacturing, measuring tool cutting tool manufacturing and general machinery parts manufacturing, and its application scope is expanding day by day, high-frequency induction brazing is one of the main application direction. High-frequency induction brazing is a welding method that uses the principle of electromagnetic induction to convert electromagnetic energy into heat energy in the solder and parts, and heat the solder to a molten state, thereby welding the parts together. Using this method, the brazing heating speed is fast, the power density can reach 10-100kW/cm2, the heating process can usually be completed in a few seconds, and the dimensional accuracy of the parts can be guaranteed, and the shear strength can reach 300-400MPa.
Compared with welding methods such as laser welding, vacuum diffusion welding, and vacuum brazing, the biggest advantage of high-frequency induction brazing is that its equipment investment is small and the welding process is easy to master. Its disadvantage is that the temperature of high-frequency induction heating is difficult to control. At present, the application of high-frequency induction brazing PCD composite sheet is relatively wide, but its process needs to be further improved.
4. Laser Beam Welding
Laser beam welding is an efficient and precise welding method that uses a high-energy density laser beam as a heat source. Laser welding has the advantages of high energy density, focusability, deep penetration, high efficiency, and strong adaptability. The laser welding process belongs to conduction welding, that is, the surface of the workpiece is irradiated by the laser, and the heat generated is transferred to the inside through heat conduction. By controlling parameters such as the width, energy, peak power and repetition frequency of the laser pulse, the workpiece can be welded to a certain depth of the molten pool without obvious vaporization on the surface. Due to the high power density (up to 109W/cm2), small holes are formed in the metal material during the laser welding process, and the laser energy is transmitted to the deep part of the workpiece through the small holes, reducing the lateral diffusion, the material fusion depth is large, and the welding speed is fast. The welding area per unit time is large.
The weld formed by laser welding is deep and narrow, the aspect ratio is large (up to 2-10), the energy required per unit area for welding is small, the heat-affected zone is small, and the welding deformation is small. Generally, no filler metal is added and the weldment itself is fused. The laser welding system is highly flexible and easy to realize automation. However, when using laser welding, the welded parts are required to have a higher assembly accuracy. The original assembly accuracy cannot be changed due to thermal deformation during the welding process, and the light spot should be scanned strictly along the weld to be welded without significant deviation, otherwise it will cause serious Welding defects.
In addition, due to the large one-time investment of the laser and its welding system, high welding costs, high requirements for base materials, many parameters, high requirements for operating skills, etc., all restrict the wide application of laser welding. The use of laser to weld the PCD composite sheet can obtain a welded joint strength of up to 1800MPa without thermal damage to the diamond layer. It is an ideal PCD welding method and is currently mostly used for welding diamond circular saw blades.

Semiconductor Industry Solutions
PCD & PCBN Tools Grinding Industry
Diamond Cutting Bruting Polishing
Add: No.171 Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86-371-86545906
Phone / Whats App: +86 18339903057
E-mail: [email protected]



